



威格特 重型型材加工中心 WGT45000
#加工中心 #数控机床 #CNC加工中心 #机床设备 #万能加工中心- 分类复合加工中心型号WGT45000品牌威格特品牌范围国产品牌产地范围国产适用行业全行业通用
- 详情



一. 产品WGTB-CNC-10000 简介
采用台湾新代数控系统,友好人机界面,设备操作简便。
专业数控加工软件,实现三维编程加工,真正实现所见所得。
可加工钢铁型材、铝合金型材、铝木复合型材、铜型材等。
可实现工件一次装夹自动完成铣削、钻孔、倒角、攻丝等多工序加工。
配备自动排屑,采用BT40主轴锥孔,增加了机器刚性。
伺服自动换刀主轴确保高精度加工。
配备24工位容量快速同步换刀刀库,可以提前备刀,换刀时间是需要2秒。
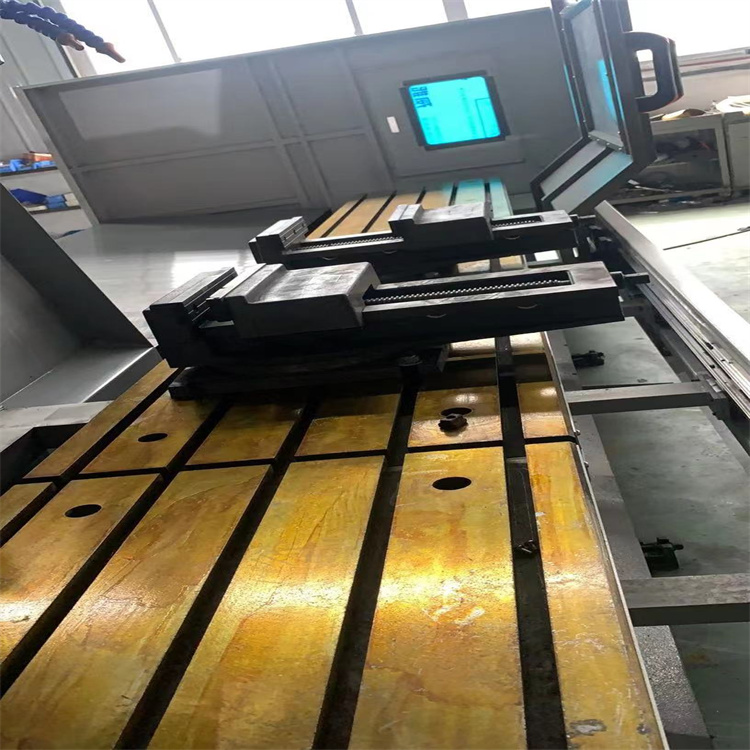
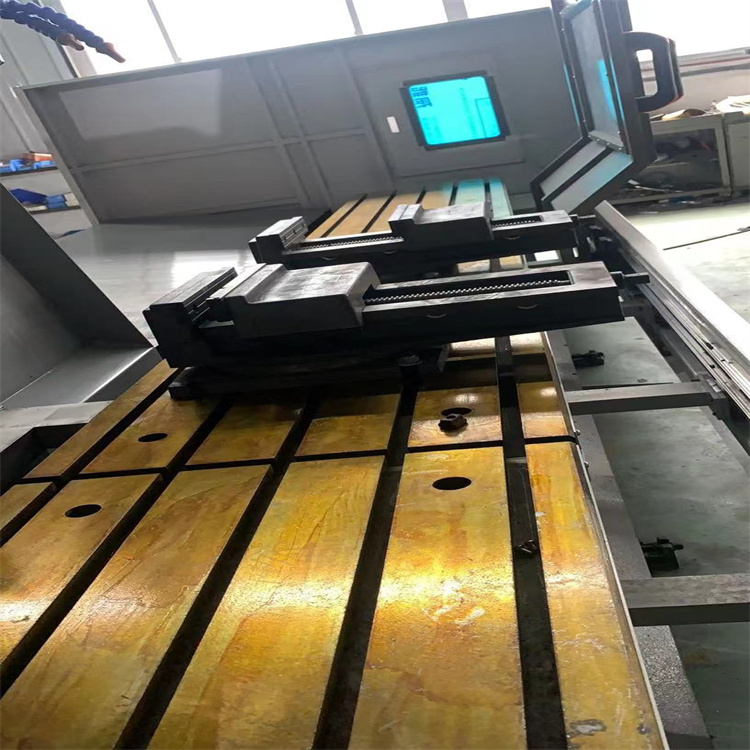
T型铸件工作台,适合高精度加工,稳定性强。
整机采用全封闭,多重安全防护结构,确保操作人员人身安全。
可根据客户要求定制不同规格机型。
二、机床主要的零部件使用品牌及规格
序号
零部件名称
品牌
品牌属地
规格
1
驱动器
新代
台湾
2
三轴伺服电机
新代
台湾
X,Y, Z三轴伺服电机功率3.0KW
3
系统
新代
台湾
额定功率11KW
4
主轴
健椿
台湾
主轴直径140mm,转速12000转
5
刀库
冈田
台湾
刀壁式24把刀
6
二轴丝杆
上银/银泰
台湾
精密级
7
三轴导轨
上银/银泰
台湾
H级导轨
8
二轴轴承
NSK/Nachi
日本
精密级
9
减速机
SHIMPO
日本
精密级
10
齿条
Herion /T-WIN
台湾
精密级
11
电缆
易初
中国
注:遇到供货不足时,会选用其他品牌的产品替代,但质量和等级不会有任何差异。
三、机床配置(标准配置)
序号
名称
备注
1
机床床身结构
加厚碳钢板焊接高强度结构床身
2
工作台方式
T型槽铸铁工作台
3
机床床身部件
4
专用CNC控制器
5
BT40机械主轴
6
伺服主轴电机
7
X/Y/Z轴高性能伺服电机
8
机床安全防护(机床护罩)
前半封闭式防护钣金
9
导轨安全防护(导轨护罩)
X、Y、Z风琴式导轨防护
10
移动式操作柜
11
分离式手摇轮
12
喷水式切削冷却系统
13
局域网端口
14
板链式自动排屑机
排屑方式
四、技术规格参数表
项目
单位
参数
行程
X轴(主轴左右移动)
mm
10000
Y轴(主轴前后移动)
mm
500
Z轴(主轴上下移动)
mm
500
主轴鼻端到工作台端面最近距离
mm
130
工作台
工作台尺寸(长×宽)
mm
10000×550
最大台荷重
Kg
5000
T型槽宽度
mm
18mm
T型槽数/中心间距
5/105mm
进给
三轴
X
Y
Z
快移速度
m/min
60
30
30
最大进给速度
m/min
60
30
30
切削进给
mm/min
1~15000
1~15000
1~15000
定位精度
mm
0.03
±0.02
±0.02
重复定位精度
mm
±0.02
±0.02
±0.02
三轴传动
三轴伺服马达
额定功率
kw
3.0
3.0
3.0
额定扭矩
n.m
22
22
22
最大输出转速
rpm
3000
3000
3000
主轴伺服马达
额定功率
kw
11
额定扭矩
n.m
52.5
最大输出转速
rpm
12000
主轴
最高转速
rpm
12000
传动方式
直接式
拉刀方式
BT40四瓣爪
主轴孔
锥度 7/24锥度NO.40
主轴平衡等级
G1(ISO1940)
安装方式
立式
刀库
刀具数量刀柄规格刀库形式
刀壁式
BT40
把
24
换刀时间(刀对刀)邻空刀直径最大刀具直径(满刀)/长度/重量
mm, kg
Φ80mm/350mm/8kg
mm
Φ125
sec
1.8
冷却润滑动力
换刀减速机减速比
1:8
电力
KVA
15(380V、50Hz)KVA
气源
Mpa
0.6Mpa-0.9Mpa
丝杆润滑
自动导轨油润滑装置
导轨润滑
自动导轨油润滑装置
冷却马达功率
KW
0.75
切削冷却
喷水式切削冷却系统
机床尺寸
机床高度(Z轴正极限)
mm
2700
机床宽度(Y轴负极限)
mm
2600
整机长度+水箱(排屑机)
mm
12000
整机重量
Kg
约19000
机床运行环境要求
电源要求
3Φ380V 50HZ
运行环境温度(24小时内平均温度不高于35℃)
℃
5~40
运行环境相对湿度
%
30—75
*振动强度
小于0.5G
远离尘埃多、腐蚀性/有机性气体环境
接地电阻
小于10欧姆(单独接地,不串联接地)
五、销售出库清单
序号
物料名称
规格型号
单位
数量
备注
1
型材加工中心
WGTB-10000
台
1
2
系统说明书
新代
套
1
电子文档
3
工具箱
-
个
1
4
刀柄
BT40
个
6
5
拉钉
BT40
个
6
6
锁刀座
BT40
个
1
7
锁刀扳手
ER32
个
1
8
嗦嘴
ER32
个
5
9
内六角扳手
-
套
1
10
一·十字螺丝刀
-
套
1
11
CF卡+读卡器
-
套
1
六、培训:
1、买方厂内培训
2、由供方至买方所在地工厂进行安装调试,同时进行机床操作及维修训练,一般1~2天。
3、买方参加编程培训人员要具备初中以上文化基础的技术人员,参加操作维修培训人员要具备一定的机床操作技能。
七、安装与验收
由供方人员至买方指定工厂进行机床安装调试。需方应在设备到厂后30天内,通知供方进行设备的安装调试工作。因买房原因不能进行安装工作调试时,视为机床验收合格。
设备到厂后,买方应负责:
a)选好机器的安装位置,设备安装就位,进行粗调整。
b)操作人员预先学习机床的技术资料。
c)准备好试加工用的工件、刀具及夹具。
d)调试人员前往之前,购方需准备三相电源 三项四芯电缆,空气压缩机等气源。
验收:a)主要机床附件检查。
b)设备运转状况检查。
c)机床精度验收,供方提供出厂精度检验表或按照该类设备的国家标准,经双方议定,买方得以随机方式抽验,抽验以不拆卸设备为准,抽验所需检具、量具由买方负责。
八、售后服务
机床的保修期以设备验收合格日起12个月。
保修期间由卖方负责免费维修及免费供应因质量问题的损坏件。
下述情况虽在保修期内,但不适用之,用户必须支付所有维修成本。
a)机床如遇地震、台风、水灾、火灾等或为人力所不能抗拒之灾害而致损坏时。
b)买方操作不当及保养不当而生之故障,生锈或损坏时。
c)非代理商或卖方而产生之故障或损坏时。
保修期后,卖方保证配件的供应和负责维修技术咨询及至来人维修。
验收合格后,若买方未依合同履行付款,卖方有权拒绝售后服务。






- 海报分享









